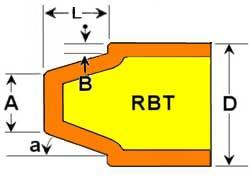
A RBT or Rebated Boattail base is an advanced form of the conventional boattail base, which adds a 90-degree step or shoulder between the angled base and the shank of the bullet, to act as a "spoiler" and break up muzzle gas flow, provide a better seal in the bore, and cause a more rapid and concentric transition from the muzzle to free flight than a boattail angle emerging from the barrel.

A conventional boattail bullet tends to focus the 10,000 fps muzzle gas into a ball in front of the emerging bullet, just like a water hose nozzle focuses the water into a stream. Then the conventional boattail bullet must pass through the turbulent ball of gas, and is buffeted about more than the rebated boattail, which passes through clear space as a ring of gas expands outward from the rebate step on the back of the bullet. (For a technical study of the RBT versus the BT base, log onto www.Swage.com and download the technical paper on rebated boattail bullets by Dr.Fitzgerald).
A particular problem can occur with certain jacket materials, such as copper tubing or certain alloys of drawn jackets, which may require an adjustable shoulder core seating punch. The problem is flow of the jacket material, elongating the jacket, when the core is seated. This can give you random length changes in the bullet even though the weight is consistent. The tip diameter appears to vary from one bullet to the next. In extreme cases, the jacket can actually separate at the rebate step from excessive stretching (actually, it is plastic flow of the jacket material from the core pressure).  The solution is to use an optional shouldered punch to seat the core. A punch with a caliber-sized sleeve or enlarged diameter that comes against the end of the jacket when the core is seated will prevent any forward flow of the jacket. The punch can be made for one specific jacket wall thickness and seating depth (a fixed position shoulder). But to allow adjustment of the core length (and weight), the punch can be made like a micrometer, with a threaded sleeve or barrel, so that the shoulder position is adjustable. The solution is to use an optional shouldered punch to seat the core. A punch with a caliber-sized sleeve or enlarged diameter that comes against the end of the jacket when the core is seated will prevent any forward flow of the jacket. The punch can be made for one specific jacket wall thickness and seating depth (a fixed position shoulder). But to allow adjustment of the core length (and weight), the punch can be made like a micrometer, with a threaded sleeve or barrel, so that the shoulder position is adjustable.Since the adjustable stop is a sleeve surrounding the solid central rod of the punch, there is a minimum jacket wall thickness which can be used with the adjustable seating punch. Or, more to the point, the sleeve can only be so thin before it will fold up under the pressure. For example, a typical commercial jacket such as the Corbin J-30-125 has a wall thickness, near the mouth, of about .015 inches. This is too thin for the sleeve, which must be the same thickness as the jacket at the mouth. Therefore, a solid non-adjustable punch with a fixed length of projecting tip must be used, if it is needed. The length of projection determines the seating depth of the core, which in turn determines the bullet weight. To summarize, a jacket with .025 or thicker walls has no problem using an adjustable seating punch. A jacket with walls between .025 and .015 would result in marginal safety in an adjustable punch, regarding whether or not the sleeve would crack, buckle or otherwise fail under pressure, depending on the material and the pressure required (it would be best not to take the chance). A jacket with walls of .015 or thinner requires a fixed seating punch, because it is almost a certainty that the adjustable punch sleeve would be ruined shortly after the first use. Fortunately, the problem of jacket extrusion during seating seems to be limited primarily to copper tubing jackets with walls in the .030-.035 inch thickness range or greater. In nearly all cases, if a commercial jacket comes apart or stretches at the rebated boattail junction, the problem is caused by using too much core seating pressure. It is quite rare for a shouldered punch to be necessary with a thin-wall commercial jacket. If using less pressure does not give satisfactory results, then the problem may lie elsewhere. A shouldered seating punch would be a last resort, not the first thing to try. If it should be proven necessary, a fixed length punch would be the solution.  With copper tubing jackets, as well as soft alloys of drawn strip jackets with thick jacket walls, it is advisable to include the PUNCH-HA (adjustable type -H, .375 diam or smaller), PUNCH-HL (adjustable type -H, larger than .375 diameter), PUNCH-SA (adjustable type -S, .375 or smaller), or PUNCH-SL (adjustable type -S, larger than .375) with your order for RBT dies. |
 RBT DIE SETS RBT DIE SETSThe following die sets make RBT base bullets:
 The RBT base is especially useful for subsonic bullets, and for bullets fired over very long ranges where even a slight improvement in the BC can have a cumulative effect on drop. It is least useful for bullets fired at short to medium ranges at high velocity, because most of the drag is on the nose of a supersonic bullet rather than the base. When the velocity drops below the speed of sound (which depends on atmospheric density and thus varies with the weather and altitude but is around 1130 fps), the drag caused by the base turbulence becomes a much larger percentage of total drag. In that case, a rebated boattail can sometimes make as much as a 40% improvement in the BC. The RBT base is especially useful for subsonic bullets, and for bullets fired over very long ranges where even a slight improvement in the BC can have a cumulative effect on drop. It is least useful for bullets fired at short to medium ranges at high velocity, because most of the drag is on the nose of a supersonic bullet rather than the base. When the velocity drops below the speed of sound (which depends on atmospheric density and thus varies with the weather and altitude but is around 1130 fps), the drag caused by the base turbulence becomes a much larger percentage of total drag. In that case, a rebated boattail can sometimes make as much as a 40% improvement in the BC.This high gain factor seems to apply best to bullets which do not usually require it, such as handgun bullets. A test of .45 ACP bullets, with exactly the same nose shape, weight, loads, and construction, but with flat base, conventional boattail base, and rebated boattail base, fired from the same guns, was conducted by DR Corbin in 1979, and the bullets were recovered and macrophotographed to examine the rifling. The flat base and rebated boattail base had no signs of copper melting on the edges of the rifling, and the boattail bullets had visible droplets of copper from gas escaping past the boattail by compression of the base. The boattail and rebated boattail bullets both chronographed higher velocities at the target and had significantly higher BC than the flat base. A full article may be seen in the Corbin Technical Bulletins, Volume III. (Summary: the RBT delivers significantly higher BC than the flat base, slightly lower BC than the standard boattail, and has modestly higher accuracy than the standard boattail with less copper fouling caused by gas cutting along the rifling of the bullet in conventional boattails, and somewhat less barrel wear.) |
{kind=link}
{kind=link}
{kind=link}
Why Doesn't Everyone Use RBT?
(Refer to Dr. A.B. Bailey, "An Aerodynamic Study of the Lapua Step Boat-tail Rifle Bullet and its Ballistics", 1981, Endrickvale, Fintry by Glasgow, Scotland, to R.H. Kent, "The Theory of the Motion of a Bullet About Its Center of Gravity in Dense Media, with Applications to Bullet Design", January 1957, Ballistic Research Laboratories, Aberdeen Proving Ground, Maryland, USA, and to D.L. Walters, "Crosswind Weighting Functions for Direct-Fire Projectiles" (Report X-65), August 1975, Atmospheric Sciences Laboratory, US Army Electronics Command, White Sands Missile Range, New Mexico, USA, for background and mathematical support of the summary presented here.)
A common question is, "If the RBT is so good, why don't the mass producers make it?". This is a good question and deserves a thorough answer. The technical advantages of the RBT do not always overcome the marketing and psychological factors in favor of conventional boattail design.
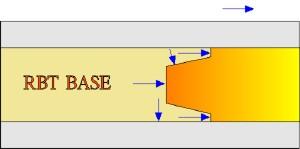
Rebated boattail bullets have a number of technical advantages over both flat base and standard boattail base bullets. There is approximately 15% improvement in the group size, on average, with identical bullets fired from the same gun, in favor of the RBT over the standard boattail. This is brought about by the improved gas flow pattern at the muzzle, as the muzzle gas impinges on the angled rebate and is blown off in a circle of expanding gas. The conventional boattail tends to focus the muzzle blast in front of the bullet, similar to the focus rod in a fire hose nozzle. Laminar flow of gas around the emerging bullet follows the bullet outline until it breaks up just ahead of the bullet, causing turbulence in the bullet path. This is greatly reduced or eliminated with both flat base and rebated boattail bases.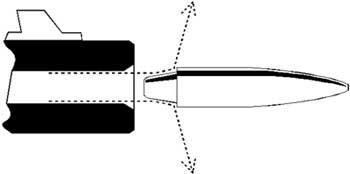 Bore life is generally longer when shooting RBT base bullets as compared to conventional BT bases, because of the superior gas seal made by the rebate or step as compared to the angle on the junction of the boattail with the shank. Gas pressure acts "normal" or at 90 degrees to the surface of its container, vectoring force perpindicular to the surface. The force on the boattail angle tends to "peel" it back away from the rifling contact and force gas past the bullet, whereas the gas pressure on the rebate angle acts parallel to the bore, and does not have as much of a wedge effect.
Bore life is generally longer when shooting RBT base bullets as compared to conventional BT bases, because of the superior gas seal made by the rebate or step as compared to the angle on the junction of the boattail with the shank. Gas pressure acts "normal" or at 90 degrees to the surface of its container, vectoring force perpindicular to the surface. The force on the boattail angle tends to "peel" it back away from the rifling contact and force gas past the bullet, whereas the gas pressure on the rebate angle acts parallel to the bore, and does not have as much of a wedge effect.
The small penalty in base drag created by the rebate is more than compensated by the gain in group tightness caused by the muzzle gas effects, and the rebate is more easily formed in a precise, concentric ring than the sloped junction of a 12 to 15 degree boattail angle. (Some conventional boattails can be shown to have one size slightly higher than the other, so that gas escapes first on the shorter side as the bullet emerges.)
Finally, the release of gas is more abrupt at the muzzle, rather like popping a cork instead of sliding a tapered plug from a bottle, giving the escaping gas a little less time to push on one side or the other of the bullet as it first emerges. The less time spent in this partially-contained gas state, the more likely it is that the bullet will be launched without tipping from uneven release of muzzle gas. The conventional flat base is similar in providing a quick release compared to a conventional boattail.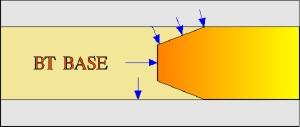
It has been argued that since the pressure in a closed vessel, such as the chamber of a rifle with a bullet in the barrel, acts at right angles to every surface area, there is no way that the pressure can pry the boattail section away from the barrel and allow gas cutting, and no way that the rebated boattail can prevent it if it should happen.
But this argument is self-defeating because the premise is true and the conclusion is false. Pressure does indeed act "normal" or at right angles to the surfaces confining it. If the force vectors are studied carefully, it is easy to see that the pressure acting at 90 degrees to the boattail angle will indeed be attempting to push the boattail away from the angle of the barrel walls, and to force gas into the wedge and past the bullet if possible.
The pressure on a rebated boattail is exactly the same, in that it also acts at 90 degrees to every surface confining it. The boattail angle is equally compressed inward by the same force vectors, but instead of the angle joining the bore and providing "leverage" or a force vector that acts partly "away" from the sides of the barrel, the base changes from a slope to a 90-degree perpendicular wall, and the force likewise acts at 90 degrees to it. This vectors the force parallel to the side of the barrel against the bullet rebated step, instead of providing a component of force acting away from the bore. Pushing straight forward on the bullet provides less opportunity for gas to be squeezed into an angular direction between the boattail and the bore than it does if the bullet base joins the bore at an angle other than 90 degrees.
In fact, ideally the rebated boattail step would be undercut, so that gas pressure acting 90 degrees to it would actually vector force to push the undercut section against the bore and help maintain a better seal. But the physical size and practical thickness of the jacket tends to make this something that can be more easily drawn on paper than put into actual practice. The sharpness of such an undercut edge on the rebate would leave the edge so thin it would most likely be torn off from the heat, friction, and pressure as soon as the bullet began to move. But considering the way pressure would act to increase the obturation, it is easier to visualize how changing the angle from this to 90-degrees to the bore makes the sealing force decrease, pass through neutral at 90-degrees, and then begin to act the opposite way as the angle changes more toward the older standard boat tail direction.
In short, the RBT base preserves the benefits of a flat base for internal and transitional ballistic effects, while providing substantially the same external ballistics for a low drag flight. It is also easier to make precisely, without spending as much on tooling as the same quality of conventional boattail. The main reason it is not used more often in mass production is that the conventional design is well entrenched, the equipment and advertising has long been amortized in regard to convincing buyers about the advantages over flat base designs, and the angled boattail base is easier to load in automatic equipment than either a flat base or a rebated boattail (either of which can be loaded easily if the case neck is slightly belled and properly sized, especially with a straight-line seater). The average buyer of mass produced bullets would not be easily (cheaply) convinced that there was enough advantage for his kind of shooting for a large company to convert their tooling to the RBT over the conventional BT.
However, a shooter advanced enough to make his or her own bullets generally is aware of technical advantages to a much higher degree than a buyer of mass produced bullets. By far, the greatest percentage of custom bullet makers build and shoot RBT base projectiles compared to conventional boattail, because (1) they can see the advantages and (2) they are able to take advantage of them. It does one no good to see the advantages if one has no way to get the bullets that have them. At one point, the Lapua organization in Finland sold their highly respected RBT bullets through a major US bullet firm, but the cost of importing and transportation halted sales after a short time. During the time they were available, they were in great demand among long range competitors and provided extremely fine results.
Making a RBT The RBT base is made by seating the core into a standard flat-based jacket using two dies. The first die is the BT-1, which forms an angle on the base using the pressure on the lead core to push the base into the angled die cavity. The second die is the BT-2, which accepts the angled base from the first die, and pushes the jacket straight out to form the rebate step in the jacket. The same external punch is used in both dies. It is the same punch that would be used in the regular flat base core seater.
The RBT base is made by seating the core into a standard flat-based jacket using two dies. The first die is the BT-1, which forms an angle on the base using the pressure on the lead core to push the base into the angled die cavity. The second die is the BT-2, which accepts the angled base from the first die, and pushes the jacket straight out to form the rebate step in the jacket. The same external punch is used in both dies. It is the same punch that would be used in the regular flat base core seater.
This 2-step method of forming the RBT base insures a precise, even step. The final sharpness of the step or rebate is made with a punch, when the ogive is formed in the PF-1 die. This special punch has a cavity machined in the end, which matches the angle and depth of the boattail. This punch should always be used with the proper RBT base seated cores, and inserted a full caliber of depth into the point form die before any pressure is applied. Attempting to make too long a bullet for the die would place the unsupported cavity of the punch outside the die. The internal pressure generated within the bullet would stress and crack the wall of the RBT punch. Likewise, using the punch in the wrong die could result in pressure cracking the wall of the punch. The punch must be snugly supported by the die when pressure is being generated.
If you have a FJFB-3 die set (three dies, for flat base) and add the RBT-2 die set to it, you would then have a five-die set capable of making either flat or RBT base bullets. The RBT-2 die set can be added to any flat base set, including the LTFB-4 lead tip set, which would result in a six-die set capable of open tip, lead tip, flat base, and RBT base bullet making. This is sold as a single package called the FRBL-6 die set (either -S or -H is added, to indicate which kind of press it fits).
If you did NOT want to make flat base bullets, you could order a RBTO-4 die set, which would leave out the CS-1 core seating die. The lead core is always seated directly into the BT-1 die, not first seated in a flat base die. Therefore, the CS-1 core seater die is not required if you do not want to make flat base bullets. If you wanted to make either open tip or lead tip bullets, you could add the LT-1 lead tip die, and have the RBTL-5 die set. This consists of the core swage, the RBT-2 two-die set, the point former, and the lead tip forming die. You can see that the various catalog numbers are just shorthand designations for the combination of basic dies to make the kind of bullet you want. You can either buy them as sets, or add dies to add more capability to your existing set.
Base Appearance
The base should be a taper without a step and with a small flat at the bottom, coming out of the BT-1 die. The bullet is put into the BT-2 die (marked B-2) and swaged again to create the rebate step. The step does NOT need to be sharp and the bottom of the jacket can still be slightly rounded after this step. The step should be clearly visible, not just a line but a true shoulder. However, it does NOT need to be a sharp 90 degree angle at the outside edge. In fact, if the outside edge (full diameter junction) is somewhat rounded, it will make the bullet easier to load. The inside edge or angle, from the step to the slope of the boattail shape, should be a good 90 degree angle, however.
The final shape takes place in the point forming operation. Even there, the outside edge or angle does not need to be sharp. It can be slightly rounded (radius edge) and in fact this will aid in both loading and somewhat in the ballistics.
Start writing here...
Creating A Rebated Boattail